



















682
FX3G/FX3U/FX3UC Series Programmable Controllers
Programming Manual - Basic & Applied Instruction Edition
29 Data Table Operation – FNC250 to FNC269
29.7 FNC269 – SCL2 / Scaling 2 (Coordinate by X/Y Data)
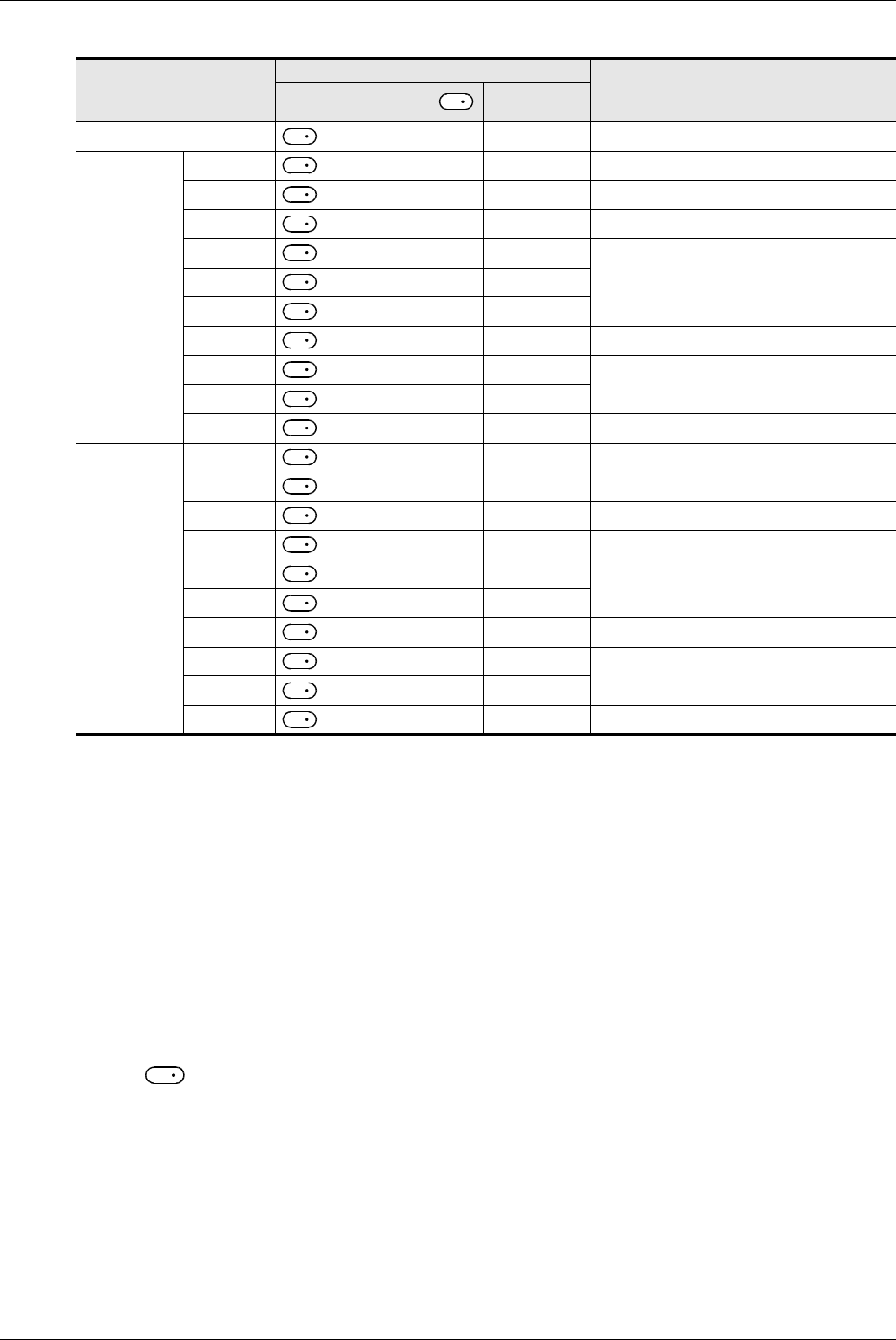
Setting the conversion setting data table for scaling
*1. When coordinates are specified using three points as shown in the points 4, 5 and 6, the output value can be
set to an intermediate value.
In this example, the output value (intermediate value) is specified by the Y coordinate of the point 5.
If the X coordinate is same at three points or more, the value at the second point is output also.
*2. When coordinates are specified using two points as shown in the points 8 and 9, the output value is the Y
coordinate at the next point.
In this example, the output value is specified by the Y coordinate of the point 9.
Errors
An operation error is caused in the following cases; The error flag M8067 turns ON, and the error code is stored in
D8067.
• When the Xn data is not set in the ascending order in the data table (error code: K6706)
The data table is searched from the low-order side of the device numbers in the data table in the operation.
Accordingly, even if only some Xn data is set in the ascending order in the data table, the instruction is executed
without operation error up to the area of the data table in which the Xn data is set in the ascending order.
• When is outside the data table (error code: K6706)
• When the value exceeds the 32-bit data range in the middle of operation (error code: K6706)
In this case, check whether the distance between points is not “65535” or more.
If the distance is “65535” or more, reduce the distance between points.
Set item
Setting device and setting contents
Remarks
When R0 is specified in
Setting
contents
Number of coordinate points R0 K10
X coordinate
Point 1
+1
R1 K5
Point 2
+2
R2 K20
Point 3
+3
R3 K50
Point 4
+4
R4 K200
Refer to *1.Point 5
+5
R5 K200
Point 6
+6
R6 K200
Point 7
+7
R7 K250
Point 8
+8
R8 K350
Refer to *2.
Point 9
+9
R9 K350
Point 10
+10
R10 K400
Y coordinate
Point 1
+11
R11 K7
Point 2
+12
R12 K30
Point 3
+13
R13 K100
Point 4
+14
R14 K25
Refer to *1.Point 5
+15
R15 K70
Point 6
+16
R16 K250
Point 7
+17
R17 K90
Point 8
+18
R18 K90
Refer to *2.
Point 9
+19
R19 K30
Point 10
+20
R20 K7
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
2
S
1