

















3 - 16
MELSEC-Q
3 SPECIFICATIONS AND FUNCTIONS
Important
1
: The BUSY signal turns ON even when position control of movement amount 0 is
executed. However, since the ON time is short, the ON status may not be detected in the
sequence program.
2
: "Positioning complete" of the QD75 refers to the point when the pulse output from QD75 is
completed.
Thus, even if the QD75's positioning complete signal turns ON, the system may continue
operation.
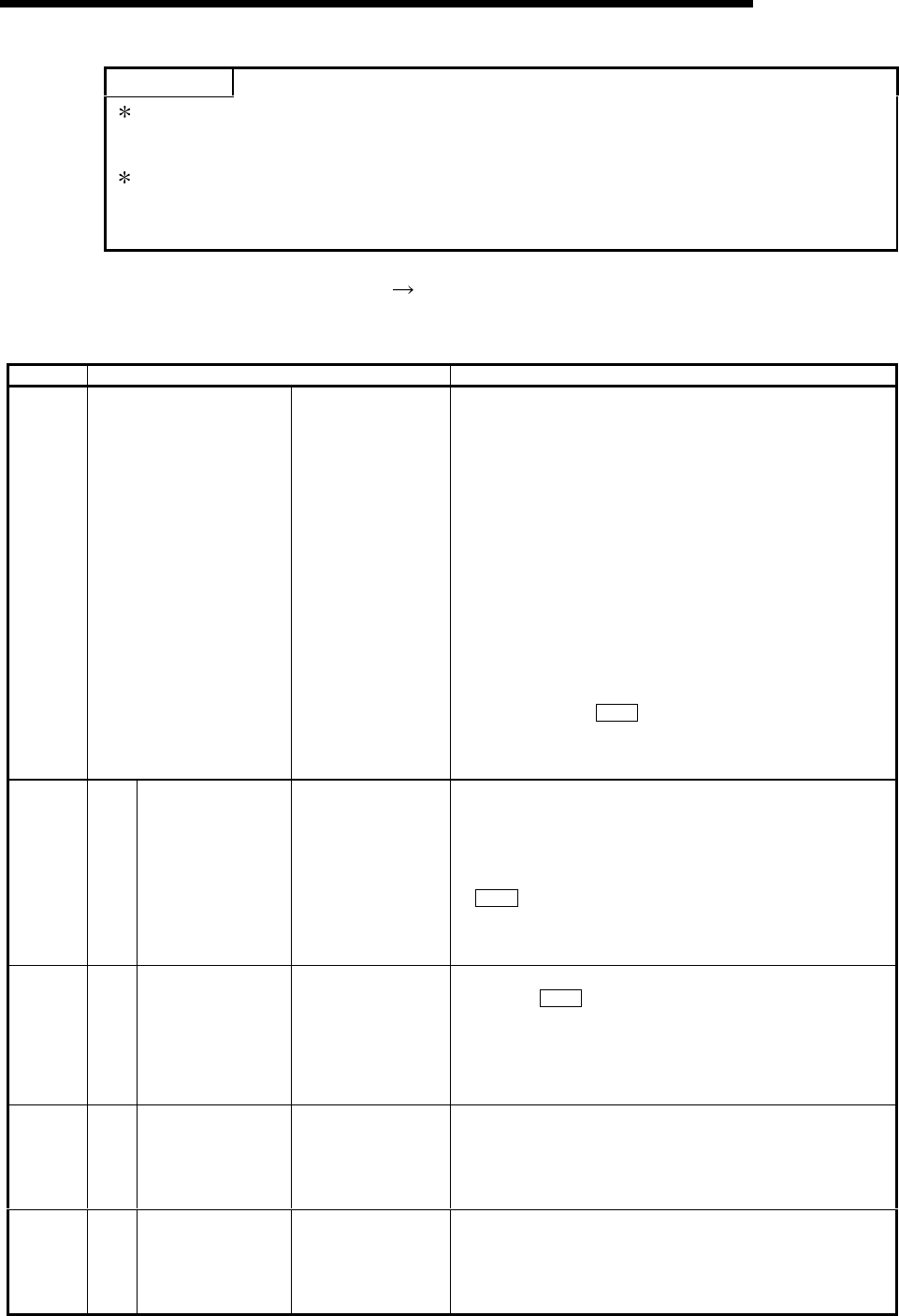
3.3.3 Detail of output signals (PLC CPU QD75)
The ON/OFF timing and conditions of the output signals are shown below.
Device No. Signal name Details
Y0 PLC READY OFF:
PLC READY OFF
ON:
PLC READY ON
(a) This signal notifies the QD75 that the PLC CPU is normal.
• It is turned ON/OFF with the sequence program.
• The PLC READY signal is turned ON during positioning
control, OPR control, JOG operation, inching operation, and
manual pulse generator operation, unless the system is in the
peripheral device test mode.
(b) When parameters are changed, the PLC READY signal is turned
OFF depending on the parameter (Refer to Chapter 7.).
(c) The following processes are carried out when the PLC READY
signal turns from OFF to ON.
• The parameter setting range is checked.
• The QD75 READY signal [X0] turns ON.
(d) The following processes are carried out when the PLC READY
signal turns from ON to OFF.
In these cases, the OFF time should be set to 100ms or more.
• The QD75 READY signal [X0] turns OFF.
• The operating axis stops.
• The M code ON signal [X4 to X7] for each axis turns OFF, and
"0" is stored in "
Md.25
Valid M code".
(e) When parameters or positioning data (No. 1 to 600) are written
from the peripheral device or PLC CPU to the flash ROM, the
PLC READY signal will turn OFF.
Y4
Y5
Y6
Y7
Axis 1
Axis 2
Axis 3
Axis 4
Axis stop OFF:
Axis stop not
requested
ON:
Axis stop requested
• When the axis stop signal turns ON, the OPR control, positioning
control, JOG operation, inching operation and manual pulse
generator operation will stop.
• By turning the axis stop signal ON during positioning operation, the
positioning operation will be "stopped".
• Whether to decelerate or suddenly stop can be selected with
"
Pr.39
Stop group 3 sudden stop selection".
• During interpolation control of the positioning operation, if the axis
stop signal of any axis turns ON, all axes in the interpolation
control will decelerate and stop.
Y8
Y9
YA
YB
YC
YD
YE
YF
Axis 1
Axis 1
Axis 2
Axis 2
Axis 3
Axis 3
Axis 4
Axis 4
Forward run JOG start
Reverse run JOG start
Forward run JOG start
Reverse run JOG start
Forward run JOG start
Reverse run JOG start
Forward run JOG start
Reverse run JOG start
OFF:
JOG not started
ON:
JOG started
• When the JOG start signal is ON, JOG operation will be carried
out at the "
Cd.17
JOG speed". When the JOG start signal turns
OFF, the operation will decelerate and stop.
• When inching movement amount is set, the designated movement
amount is output for one control cycle and then the operation
stops.
Y10
Y11
Y12
Y13
Axis 1
Axis 2
Axis 3
Axis 4
Positioning start OFF:
Positioning start not
requested
ON:
Positioning start
requested
• OPR operation or positioning operation is started.
• The positioning start signal is valid at the rising edge, and the
operation is started.
• When the positioning start signal turns ON during BUSY, the
operation starting warning will occur (warning code: 100).
Y14
Y15
Y16
Y17
Axis 1
Axis 2
Axis 3
Axis 4
Execution prohibition
flag
OFF:
Not during execution
prohibition
ON:
During execution
prohibition
• If the execution prohibition flag is ON when the positioning start
signal turns ON, positioning control does not start until the
execution prohibition flag turns OFF. (Pulse output not provided)
Used with the "Pre-reading start function". (Refer to Section
12.7.8)