



















8 - 14
MELSEC-Q
8 OPR CONTROL
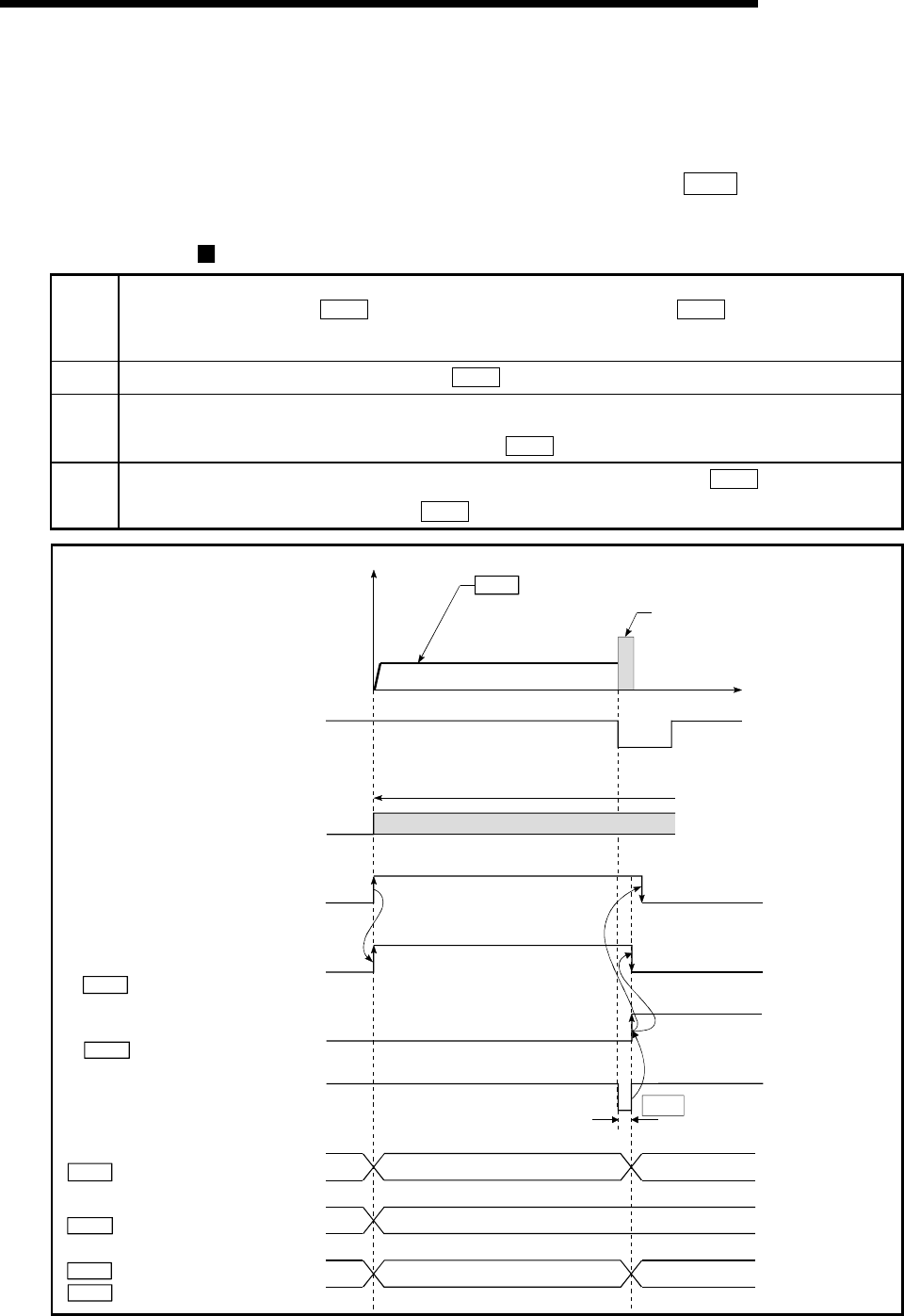
8.2.6 OPR method (4): Stopper method 3)
The following shows an operation outline of the "stopper method 3)" OPR method.
The "stopper method 3)" method is effective when a near-point dog has not been installed.
(Note that the operation is carried out from the start at the "
Pr.47
Creep speed", so it will
take some time until the machine OPR completion.)
Operation chart
1)
The machine OPR is started.
(The machine moves at the "
Pr.47
Creep speed", in the direction designated in "
Pr.44
OPR direction". Torque
limiting is required at this time. If the torque is not limited, the servomotor may fail when the machine presses against
the stopper in step 2.)
2)
The machine presses against the stopper at the "
Pr.47
Creep speed" and stops.
3)
The pulse output from the QD75 will stop at the zero signal after the machine stops, outputting the "deviation counter
clear output" to the drive unit.
(A "deviation counter clear signal output time" is set in the
Pr.55
.)
4)
After a "deviation counter clear output" is output to the drive unit, the OPR complete flag (
Md.31
Status: b4) turns
from OFF to ON, and the OPR request flag (
Md.31
Status: b3) turns from ON to OFF.
t
ON
OFF
ON
OFF
OFF
ON
V
0
Pr. 47 Creep speed
Valid torque limit range
Machine OPR start
(Positioning start signal)
Deviation counter clear output
Md.26 Axis operation status
Standing by
Inconsistent Value the machine moved is stored
OPR request flag
[ Md.31 Status : b3]
OPR complete flag
[ Md.31 Status : b4]
Md.34 Movement amount
after near-point dog ON
Md.20 Current feed value
Md.21 Machine feed value
OP address
In OPR
Standing by
Inconsistent
Zero signal
Torque limit
Stops at stopper
Pr.55 Deviation counter clear signal
output time
Fig. 8.10 Stopper method 3) machine OPR