

















1 - 5
MELSEC-Q
1 PRODUCT OUTLINE
1.1.2 Purpose and applications of positioning control
"Positioning" refers to moving a moving body, such as a workpiece or tool (hereinafter,
generically called "workpiece") at a designated speed, and accurately stopping it at the
target position. The main application examples are shown below.
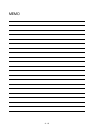
Punch press (X, Y feed positioning
)
Y axis
servomotor
Gear and ball screw
Y axis
X axis
Y axis
320mm
160mm
15m/min
(2000r/min
)
15m/min
(1875r/min)
12 s
AD75
Press head
Servo
a
mplifier
X axis
Gear and rack & pinion
X axis
servomotor
PLC
MELSEC-Q
X axis
Y axis
Servo
amplifier
Press
punching
QD75
•
To punch insulation material or leather, etc.,
as the same shape at a high yield, positioning
is carried out with the X axis and Y axis
servos.
•
After positioning the table with the X axis
servo, the press head is positioned with the Y
axis servo, and is then punched with the
press.
•
When the material type or shape changes, the
press head die is changed, and the positioning
pattern is changed.
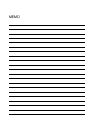
Palletizer
Servo amplifier
PLC
MELSEC-Q
AD75
Conveyor control
Conveyor
Servomotor
(with brakes)
Position detector
Reduction
gears
Ball screw
(From QD75)
Palletizer
Unloader control
Teaching unit
AD75TU
G
QD75
•
Using the servo for one axis, the palletizer is
positioned at a high accuracy.
•
The amount to lower the palletizer according to
the material thickness is saved.
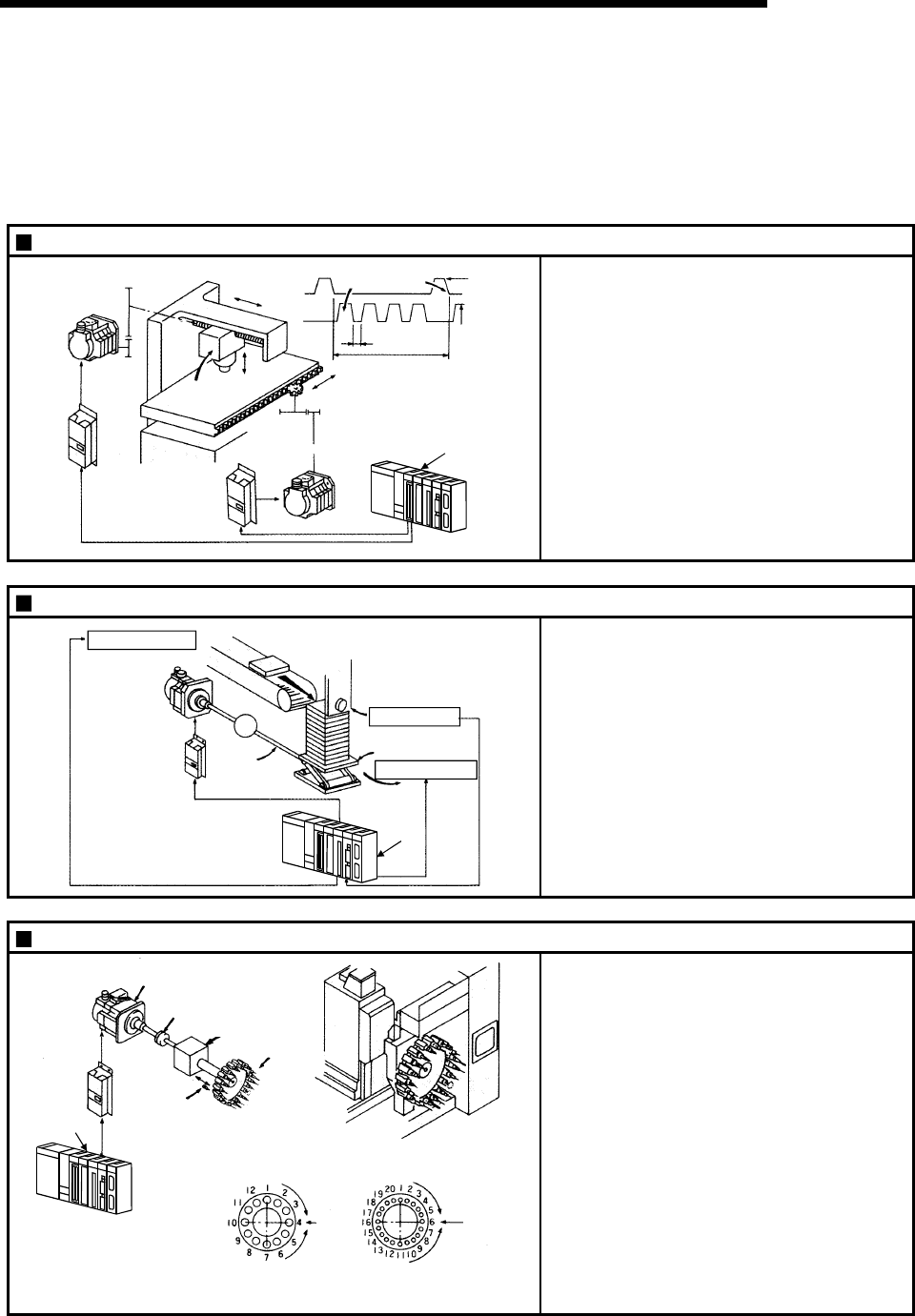
Compact machining center (ATC magazine positioning)
Servomotor
Servo
amplifier
PLC
MELSEC-Q
AD75
Coupling
ATC tool
magazine
Reduction
gears
Positioning
pin
Tool
(12 pcs., 20 pcs.)
<No. of tools: 12> <No. of tools: 20>
Current
value
retrieval
position
Current
value
retrieval
position
Rotation direction
for calling
11, 12, 1, 2 or 3
Rotation direction
for calling
17 to 20, 1 to 5
Rotation direction
for calling 5, 6, 7, 8, 9 or 10
Rotation direction
for calling 7 to 16
QD75
•
The ATC tool magazine for a compact
machining center is positioned.
•
The relation of the magazine's current value
and target value is calculated, and positioning
is carried out with forward run or reverse run to
achieve the shortest access time.