



















9 - 21
MELSEC-Q
9 MAJOR POSITIONING CONTROL
9.1.6 Interpolation control
Meaning of interpolation control
In "2-axis linear interpolation control", "3-axis linear interpolation control", "4-axis
linear interpolation control", "2-axis fixed-feed control", "3-axis fixed-feed control",
"4-axis fixed-feed control", “2-axis speed control”, “3-axis speed control”, “4-axis
speed control”, and "2-axis circular interpolation control", control is carried out so
that linear and arc paths are drawn using a motor set in two to four axis directions.
This kind of control is called "interpolation control".
In interpolation control, the axis in which the control system is set is defined as the
"reference axis", and the other axis is defined as the "interpolation axis".
The QD75 controls the "reference axis" following the positioning data set in the
"reference axis", and controls the "interpolation axis" corresponding to the
reference axis control so that a linear or arc path is drawn.
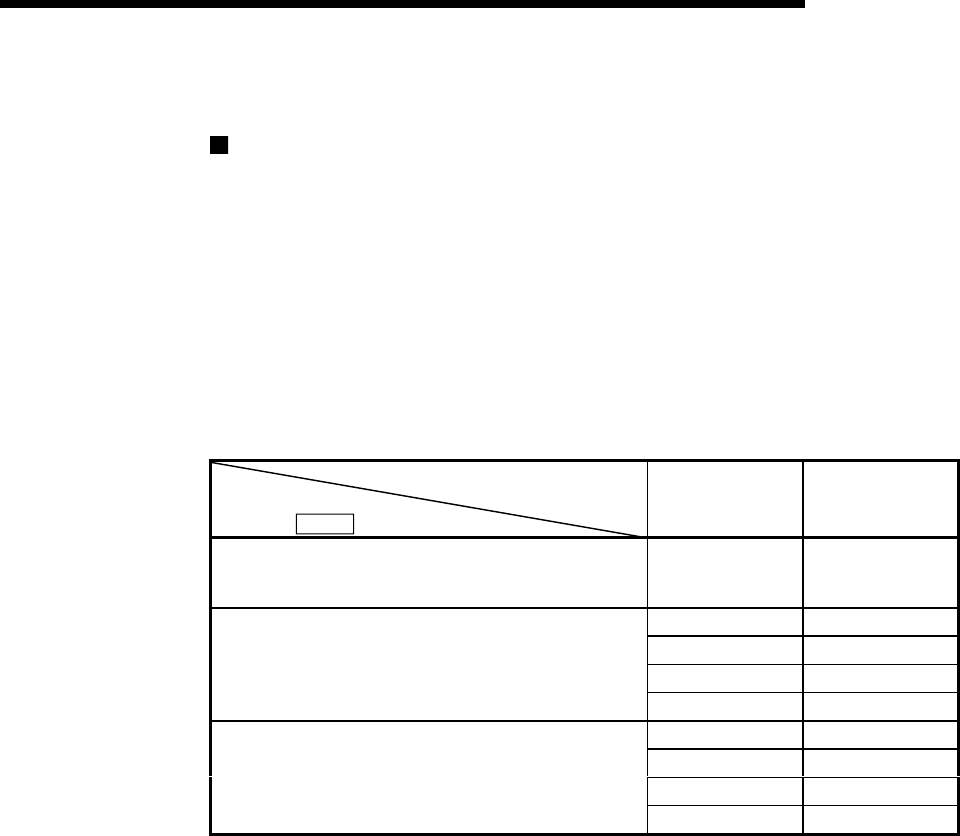
The following table shows the reference axis and interpolation axis combinations.
Axis definition
Axis set to interpolation
control in "
Da.2
Control method"
Reference axis Interpolation axis
2-axis linear interpolation control, "2-axis fixed-feed
control, 2-axis circular interpolation control, 2-axis
speed control
Any of axes 1, 2,
3, and 4
"Axes to be
interpolated" set in
reference axis
Axis 1 Axis 2, Axis 3
Axis 2 Axis 3, Axis 4
Axis 3 Axis 4, Axis 1
3-axis linear interpolation control, "3-axis fixed-feed
control, 3-axis speed control
Axis 4 Axis 1, Axis 2
Axis 1
Axis 2, Axis 3, Axis 4
Axis 2
Axis 3, Axis 4, Axis 1
Axis 3
Axis 4, Axis 1, Axis 2
4-axis linear interpolation control, "4-axis fixed-feed
control, 4-axis speed control
Axis 4
Axis 1, Axis 2, Axis 3