

















6 - 15
MELSEC-Q
6 SEQUENCE PROGRAM USED FOR POSITIONING CONTROL
6.4 Positioning program examples
An example of the "Axis 1" positioning program is given in this section.
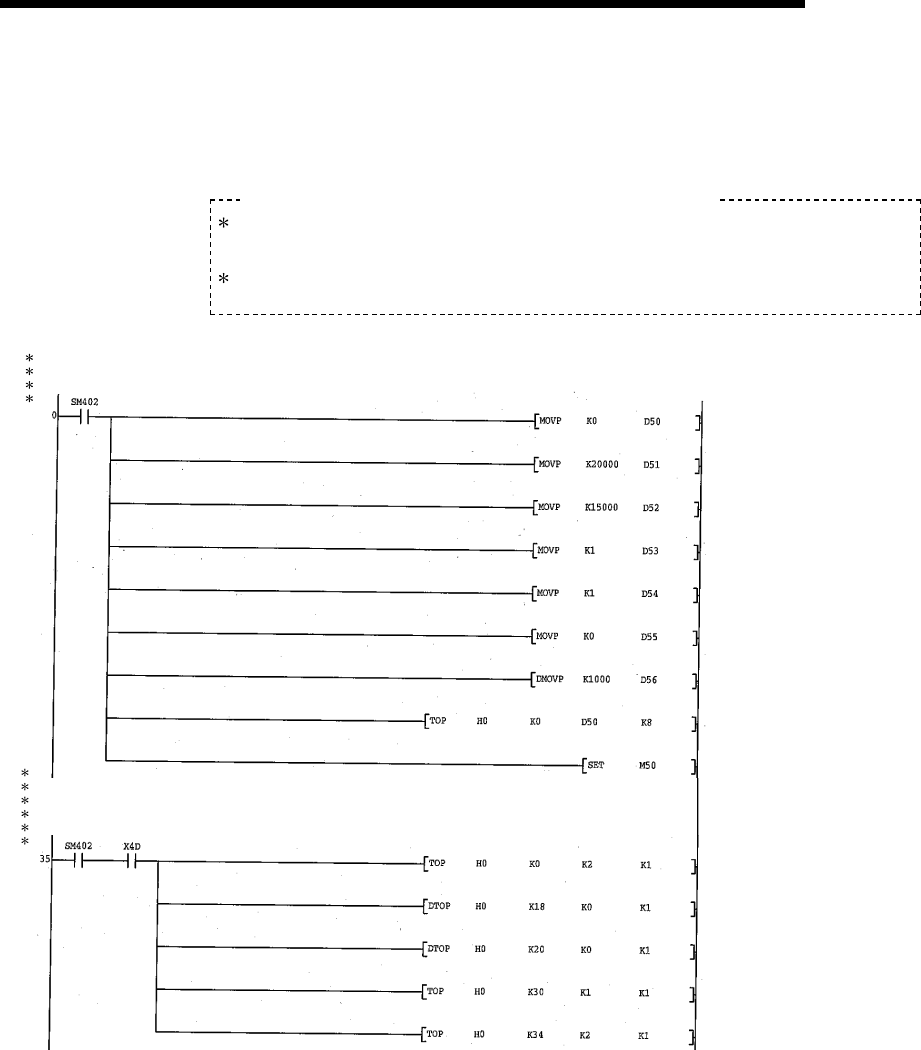
[No. 1] to [No. 3] parameter and data setting program
When setting the parameters or data with the sequence program, set them in the QD75 using the
TO command from the PLC CPU. (Carry out the settings while the PLC READY signal [Y1D] is
OFF.)
When setting the parameters or data with GX Configurator-QP, the [No. 1] to [No. 3] program
is not necessary.
(For basic parameters 1 <axis 1>)
<X4D turns ON before startup>
No. 1 Parameter setting program
Parameter setting program for speed-position switching control (ABS mode)
<For axis 1>
(Not needed when speed-position switching control (ABS mode) is not executed)
<Setting of unit setting (2: degree)>
<Setting of basic parameters 1 to QD75>
<Basic parameter 1 setting completion>
<Software stroke limit upper limit = 0>
<Software stroke limit lower limit = 0>
<Current feed value during speed control = 0>
<Speed-position function selection (ABS mode)>
<Setting of unit setting (0: mm)>
<Setting of No. of pulses per rotation>
<Setting of movement amount per rotation>
<Setting of unit magnification (1 fold)>
<Setting of pulse output mode (CW/CCW)>
<Setting of rotation direction
(forward rotation for increment)>
<Bias speed (10.00 mm/min) setting>