


















6
Wire Feed Arc Welder
4. Connect the work clamp to the
work piece or workbench (if metal).
Make sure the contact is secure.
Avoid surfaces with paint, varnish,
corrosion, or non-metallic materials.
5. Position the Heat Selector on the
front panel to the desired setting.
See application decal inside door of
wire feed compartment for proper
heat settings.
NOTE: These settings are general
guidelines only. Heat setting may vary
according to welding conditions and
materials.
6. Rotate the Wire Speed Control to
setting number 5 to start with, then
adjust as needed after test weld.
7. Plug the input cord into a proper
voltage receptacle with proper
circuit capacity (See Chart under
circuit requirements on page 1).
8. Switch the welder ON.
9. Verify that the wire is extended
1/4” from the contact tip. If not,
squeeze the trigger to feed
additional wire, release the trigger,
and cut wire to proper length.
10. Position the wire feed gun near the
work piece, lower the welding
helmet by nodding the head, or
position the hand shield, and
squeeze the gun trigger. Adjust heat
setting and wire speed as needed.
11. When finished welding, turn welder
off and store properly.
Disconnect power
supply and turn
machine off before inspecting or
servicing any components. Keep the
wire compartment cover closed at all
times unless the wire needs
replacement.
Before every use:
1. Check condition of weld cables and
immediately repair or replace any
cables with damaged insulation.
2. Check condition of power cord and
immediately repair or replace any
cord if damaged.
3. Inspect the condition of the gun tip
and nozzle. Remove any weld slag.
Replace gun tip or nozzle if
damaged.
!
WARNING
Do not operate this
welding machine
with cracked or missing insulation on
welding cables, wire feed gun, or
power cord.
Every 3 months:
1. Replace any unreadable safety
labels on the welder.
2. Use compressed air to blow all dust
and lint from the ventilation
openings.
3. Clean the wire groove on the drive
roll. Remove wire from the feed
mechanism, remove screws from the
drive roll housing. Use a small wire
brush to clean the drive roll. Replace
if worn or damaged.
Consumer and Wear Parts
The following parts require routine
maintenance:
• Wire feed drive roller
• Gun liner - replace if worn
• Nozzle/contact tips
• Wire - this welder will accept either
4” or 8” diameter spools. Welding wire
is susceptible to moisture and oxidizes
over time, so it is important to select a
spool size that will be used within
approximately 6 months. For mild steel
welding, AWS ER70S6 solid wire or
AWS E71T-GS flux-core wire is
recommended.
• Contact tips - use Campbell Hausfeld,
Tweco
®
, and other compatible tips.
• Nozzle - use Tweco
®
style or compatible
nozzle. Use Campbell Hausfeld nozzle
model WT5021 found at place of
purchase of welder, or use Tweco
®
style
nozzle (or compatible nozzle) found at
local welding supply store.
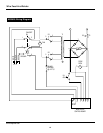
!
WARNING
Adapter
Cap
ARGON OR
ARGON MIX
INSTALLATION
CO
2
INSTALLATION
Figure 6 - Hookup
Maintenance
OR
Operation (Continued)
www.chpower.com
Figure 7 - Nozzle and Contact Tip
Torch Neck
Contact Tip
Nozzle