


















POSITIONS DE SOUDAGE
Il y a quatre positions générales de
soudage; plate, horizontale, verticale et
aérienne. Le soudage dans une position
plate est la plus facile. La vitesse peut
être augmentée, le métal fondu coule
moins, une meilleure pénétration est
possible et le travail est moins
fatiguant. Le soudage est effectué avec
le fil à un angle de déplacement de 45º
et un angle de travail de 45º.
Autres positions exigent autres
techniques telles que le tissage, passe
circulaire et le jogging. Un niveau de
plus grande compétance est exigé pour
ces soudures.
La soudure aérienne est la position plus
difficile et dangereuse. Le réglage de la
chaleur et la sélection du fil varient
selon la position.
Tout le travail devrait être effectué
dans la position plate si possible. Pour
les applications spécifiques, consulter
un manuel technique de soudage.
PASSES DE SOUDAGE
Quelques fois il est nécessaire d’utiliser
plus d’une passe pour remplir le joint.
La première passe est la passe de base,
suivie par la passe de remplissage et la
passe de finition. Si les pièces sont
épaisses, il peut être nécessaire de
bisauter les bords qui sont unis à un
25 Fr
WG3020
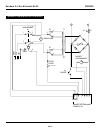
Chaleur, Vitesse de fil et vitesse
de déplacement normaux
Chaleur trop basse
Chaleur trop élevée
Vitesse de fil trop rapide
Vitesse de fil trop lente
Vitesse de déplacement
trop rapide
Métal commun
Figure 10 - Apparence de la Soudure
Directives De Soudage
effet sur la qualité de la soudure (Voir
Figure 10). Lorsque la vitesse est trop
rapide, le cordon est étroit et les
ondulations du cordon sont pointus
comme indiqué. Lorsque la vitesse est
trop lente, la soudure se tasse et le
cordon est haut et large. Pour
l’aluminium, la vitesse de déplacement
et typiquement plus rapide.
ENLEVAGE DE SCORIE (FIL FOURRÉ
DE FLUX SUELEMENT
Porter
des
lunettes protectrices approvées ANSI
(ANSI Standard Z87.1) et des vêtements
protecteurs pendant l’enlevage de la
scorie chaude. Le débris chaud et
volant peut causer des blessures aux
personnes dans l’endroit.
Après avoir complété la soudure,
attendre que les sections de soudage se
refroidissent. Une couche protectrice
appelée scorie couvre le cordon de
soudure et empêche la réaction du
métal fondu avec les polluants dans
l’air. La scorie peut être enlevée une
fois que la soudure s’est refroidie et
n’est plus rouge. Enlever la scorie avec
un marteau à buriner. Frapper la scorie
légèrement avec le marteau et la
dégager du cordon de soudure. Finir
avec une brosse métallique.
REMARQUE
Enlever la scorie avant chacune des
passes multiples.
!
AVERTISSEMENT
angle de 60º. Enlever la scorie avant
chaque passe pour le procédé Sans Gaz.
TECHNIQUE POUSSER VS TIRER
Le type et l’épaisseur de la pièce de
travail agissent sur la direction de la buse
du pistolet. Pour des matériaux minces,
(calibre 18 et plus) et tout l’aluminium, la
buse devrait être dirigée en avant de la
flaque de soudure et devrait pousser la
flaque à travers de l’objet de travail.
Pour de l’acier épais, la buse devrait être
dirigée dans la flaque de soudure pour
augmenter la pénétration de la soudure.
Ceci est la technique main-arrière ou
tirer (Voir Figure 13).
SOUDAGE ALUMINIUM
Toute surface aluminium doit être bien
nettoyée avec une brosse en acier
inoxydable pour éliminer les oxydes sur
la surface de soudure et meulage. Le
gaz Argon 100% doit être utilisé pour le
soudage d’aluminium. Sinon, il n’y aura
pas de pénétration.
Vitesse de déplacement trop lente
Figure 11 - Passes de Soudure
Finition
Remplissage
Base